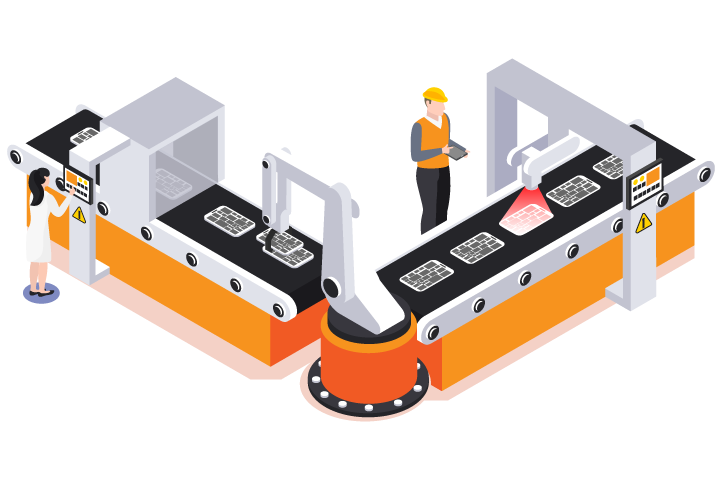

Specialized Cameras and sensors
The cameras capture the data from the deployment environment for analysis.

Image processing algorithms
Image processing algorithms are used to analyze and interpret the captured visual data such as images.

Machine learning algorithms
In certain specialized use cases, where continuous learning is required, Machine learning algorithms are used to analyze the patterns and bring insights and forecast.
Control systems
The control systems are used for controlling the behavior of the external ecosystem components such as conveyors, robotic arms, among others. These get triggered based on the analysis from the software.

High levels of Accuracy
Camera based products produce maximum accuracy and precision levels as against human errors in automation of processes.

Quality Adherence
Machine Vision products enable strict quality control and inspection standards in manufacturing.

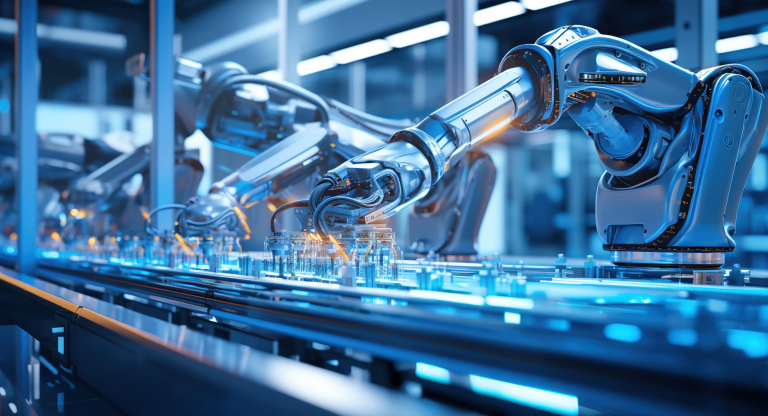
Higher Productivity
Precision based cameras in Machine Vision working in tandem with the sensors, robotic arms and conveyors can enable high levels of productivity.
Remote monitoring
The Machine Vision systems can be remotely monitored for its smooth working and efficiency thus ensuring minimal downtime.

Good return on investment
Machine Vision systems, though have a higher capex, provide a good return on investment over a longer period.

01 . Quality Control in automotive manufacturing
Ensuring the quality of parts, surfaces of products in manufacturing segment

02. Automated guidance in supply chain systems
Vision Cameras can guide autonomous robots, cobots, and arms on conveyors to ensure smooth movement of goods.

03. Verification systems in pharmaceutical manufacturing
Machine Vision cameras can ensure packaging, reading barcodes, presence of key components among others in Pharma manufacturing.

04. OCR reading for data capturing
Any OCR fonts on labels, packaging, etc can be read and captured for product capture and process.